 ENG
ENG 
1. Rollen og anvendelsen af PVC sprøjtestøbemaskine
Som kerneudstyret i plastforarbejdningsindustrien spiller PVC-sprøjtestøbemaskine en afgørende rolle i nutidens industrielle fremstillingsfelt. Polyvinylchlorid (PVC), som et alsidigt, omkostningseffektivt og holdbart termoplastisk materiale, er meget udbredt inden for mange områder, såsom byggeri, medicin, biler og forbrugsvarer gennem sprøjtestøbning.

PVC-sprøjtestøbemaskine er et specielt sprøjtestøbeudstyr, der er specielt brugt til behandling af polyvinylchloridmaterialer, som indtager en uerstattelig position i plastforarbejdningsindustrien. Ifølge industridatastatistikker involverer omkring 23% af verdens plastsprøjtestøbningsproduktion PVC-materialer, især inden for bygningsrør, medicinsk udstyr og ledninger og kabler, er anvendelsesforholdet for PVC-sprøjtestøbemaskiner så højt som mere end 60%. Bag denne brede anvendelse er de unikke ydeevnefordele ved selve PVC-materialerne og den effektive kombination af sprøjtestøbningsprocessen.
Hovedfunktionen af PVC-sprøjtestøbemaskine er at omdanne råmaterialer til plastprodukter med præcis størrelse og funktionelle egenskaber gennem tre nøglefaser: opvarmningsplastificering, højtryksindsprøjtning og formstøbning. Sammenlignet med generelle sprøjtestøbemaskiner er PVC-sprøjtestøbemaskiner optimeret til egenskaberne af PVC-materialer og kan effektivt overvinde de tekniske vanskeligheder ved PVC-behandling, såsom dårlig termisk stabilitet, høj smelteviskositet og let nedbrydning. I byggeindustrien har rørfittings, samlinger og dør- og vinduestilbehør fremstillet af PVC-sprøjtestøbemaskiner fremragende vejrbestandighed og kemisk stabilitet; inden for det medicinske område opfylder produkter som infusionsposer og katetre støbt ved PVC-sprøjtestøbning strenge biokompatibilitetskrav.
Fra industrikædens perspektiv er PVC-sprøjtestøbemaskiner i mellemleddet mellem råmaterialer og terminalapplikationer, og deres tekniske niveau påvirker direkte kvaliteten og produktionsomkostningerne for det endelige produkt. En kvalificeret PVC-sprøjtestøbemaskine er normalt sammensat af nøglekomponenter såsom injektionssystem, formspændesystem, hydraulisk system, kontrolsystem og temperaturkontrolsystem. Det koordinerede arbejde i disse systemer sikrer, at PVC-materialer kan fuldføre støbeprocessen under optimale forhold. Med forbedringen af miljøbeskyttelseskravene og væksten i medicinske behov udvikler PVC-sprøjtestøbemaskiner sig i en mere præcis, energibesparende og intelligent retning.
Industrispecificiteten af PVC-sprøjtestøbemaskiner afspejles også i deres tilpasningsevne til materialeformuleringer. PVC, som en plast, hvis egenskaber kan justeres af additiver, er opdelt i to kategorier: stiv PVC (RPVC) og fleksibel PVC (FPVC). Stiv PVC har høj styrke og stivhed og bruges ofte i byggematerialer; mens fleksibel PVC bliver blød og elastisk på grund af tilsætning af blødgørere, og er velegnet til produkter som medicinske rør. PVC-sprøjtestøbemaskiner skal kunne håndtere disse to væsentligt forskellige typer materialer, hvilket kræver, at udstyret har et bredere procesvindue og mere fleksible parameterjusteringsmuligheder. Samtidig har anvendelsen af blyfri stabilisatorer og nye miljøvenlige blødgørere med de stadigt strengere miljøbestemmelser også fremsat nye tekniske krav til PVC-sprøjtestøbemaskiner.
Med hensyn til økonomiske fordele giver PVC-sprøjtestøbemaskiner producenterne yderst konkurrencedygtige produktionsløsninger. Sammenlignet med metalbearbejdning eller andre plaststøbningsprocesser har PVC-sprøjtestøbning fordelene ved kort cyklus, høj materialeudnyttelse og lav arbejdskraftefterspørgsel, hvilket er særligt velegnet til produktion af standardiserede produkter i stor skala. Tager man PVC-rørfittings i byggebranchen som et eksempel, kan den daglige produktionskapacitet for en mellemstor PVC-sprøjtestøbemaskine nå op på 5.000-8.000 stykker, og produktvægtfejlen kan kontrolleres inden for ±0,5%. En sådan nøjagtighed og effektivitet er svær at opnå med andre processer. Derudover har PVC-sprøjtestøbemaskiner også karakteristika for lang formlevetid (normalt op til 500.000 til 1 million gange) og relativt lavt energiforbrug (ca. 40 % energibesparelse sammenlignet med metalstøbning), hvilket yderligere reducerer produktionsomkostningerne.
Med den fortsatte udvikling af trenden med "plasterstatning af stål", vil betydningen af PVC-sprøjtestøbemaskiner blive yderligere fremhævet. Især inden for anvendelsesområdet for at forfølge letvægt, korrosionsbestandighed og omkostningskontrol, erstatter PVC-sprøjtestøbningsprodukter konstant traditionelle materialer. Som nøgleudstyret til at opnå denne transformation vil den teknologiske innovation og markedsudvidelse af PVC-sprøjtestøbemaskiner fortsætte med at tiltrække industriens opmærksomhed.
2. Arbejdsprincip og procesflow af PVC-sprøjtestøbemaskiner
Arbejdsprincippet for PVC-sprøjtestøbemaskiner er baseret på termoplastens støbeegenskaber. Ved præcis styring af parametre som temperatur, tryk og hastighed omdannes PVC-råmaterialer til produkter med den ønskede form. Denne proces integrerer multidisciplinære teknologier såsom maskinteknik, materialevidenskab og automatisk kontrol for at danne et komplekst og præcist behandlingssystem. At forstå arbejdsprincippet for PVC-sprøjtestøbemaskiner er afgørende for at optimere produktionsprocesser og forbedre produktkvaliteten.
Systemsammensætning og funktion
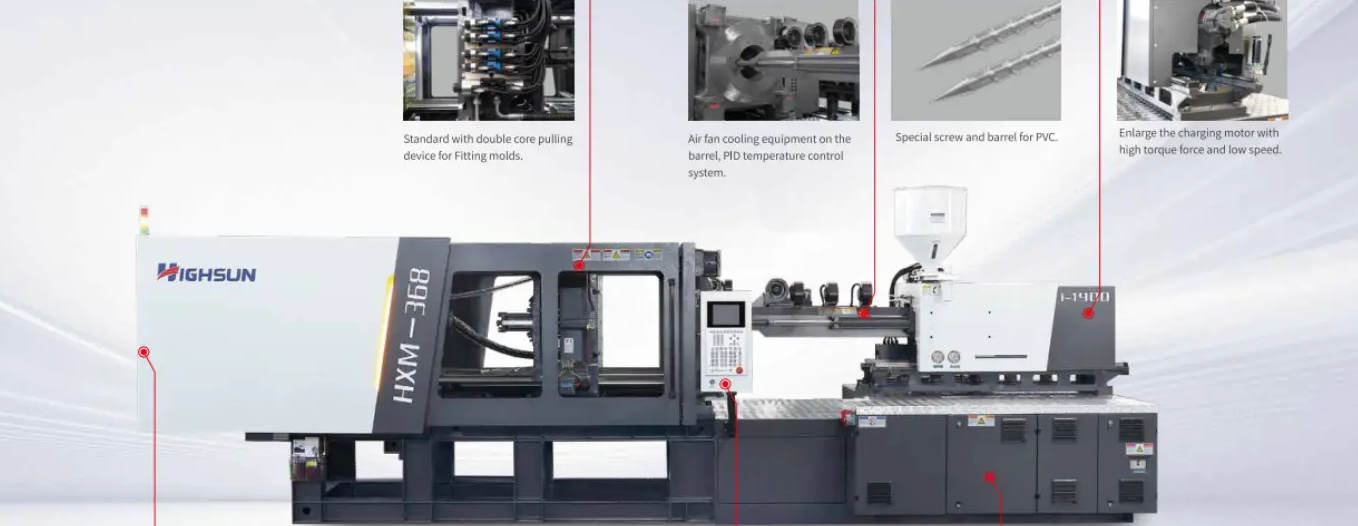
PVC-sprøjtestøbemaskine er hovedsageligt sammensat af fem systemer: injektionssystem, spændesystem, hydraulisk system, kontrolsystem og temperaturkontrolsystem. Injektionssystemet er ansvarligt for plastificering og injektion af PVC-materialer. Det er kernedelen af udstyret og omfatter nøglekomponenter som tragt, tønde, skrue og dyse. I modsætning til almindelige sprøjtestøbemaskiner har skruen i PVC-sprøjtestøbemaskinen normalt et specielt design med et lille længde-til-diameter-forhold (L/D) (generelt mellem 18:1 og 22:1) og et lavt kompressionsforhold (ca. 1,8-2,5) for at reducere forskydningsvarmetilførslen til varmefølsomme PVC-materialer. Spændesystemet giver formåbning og -lukning og klemkraft for at sikre, at formen ikke skubbes åben af smeltetrykket under støbeprocessen. Dens strukturelle former inkluderer vippetype, hydraulisk type og elektrisk type. Det hydrauliske system giver kraft til hele maskinen og styrer bevægelsen af hver aktuator; kontrolsystemet er ansvarlig for parameterindstilling, programstyring og procesovervågning; temperaturkontrolsystemet opretholder den præcise temperatur på tønden og formen, hvilket er særligt vigtigt for varmefølsomme materialer som PVC.
Arbejdscyklusanalyse
PVC-sprøjtestøbning er en cyklisk proces, og hver cyklus indeholder en række ordnede handlinger. I henhold til industristandarder omfatter en komplet arbejdscyklus følgende faser: formlukning → indsprøjtning → trykhold → køling → plastificering → formåbning → udstødning af produkter.
I støbeformens lukningstrin lukkes støbeformen under højt tryk, og spændekraften beregnes ud fra produktets projektionsareal og injektionstryk, normalt 30-80MPa. I injektionsstadiet bevæger skruen sig fremad for at sprøjte den smeltede PVC ved forenden af cylinderen ind i formhulrummet ved højt tryk (normalt 80-180 MPa) og høj hastighed. Denne proces varer i flere sekunder, og injektionshastigheden kan styres i sektioner for at tilpasse sig komplekse produktstrukturer. Opretholdelse af et vist tryk i trykholdestadiet for at genopbygge materialet reduceret på grund af kølesvind er afgørende for produktets dimensionelle nøjagtighed og overfladekvalitet. Afkølingsstadiet tillader produktet at størkne i formen, og tiden afhænger af vægtykkelsen og køleeffektiviteten. I plastificeringsstadiet roterer skruen for at transportere og smelte det nye materiale fremad for at forberede den næste cyklus og trækker sig tilbage til den indstillede position på samme tid. Til sidst åbnes formen, og udstødningsmekanismen fjerner produktet for at fuldføre en cyklus.
Tabel: Typiske procesparametre for PVC-sprøjtestøbning
| Parameterkategori | Stiv PVC (RPVC) | Blød PVC (FPVC) | Nøglepåvirkning |
| Tøndetemperatur (℃) | 160-190 | 150-180 | Smeltefluiditet, termisk nedbrydningsrisiko |
| Skimmeltemperatur (℃) | 30-50 | 20-40 | Kølehastighed, overfladeglans |
| Indsprøjtningstryk (MPa) | 80-150 | 70-130 | Formpåfyldningsintegritet, intern stress |
| Holdetryk (MPa) | 40-80 | 30-60
| Krympning, dimensionsnøjagtighed |
| Skruehastighed (rpm) |
30-70 | 25-60
| Plasticeringskvalitet, forskydningsvarme |
| Modtryk (MPa) | 3-10 | 2-8 | Smeltedensitet, plastificeringseffektivitet |
- Særlige kendetegn ved PVC-behandling
PVC-sprøjtestøbning har betydelige procesforskelle sammenlignet med almindelig plast som PP og PE, hvilket hovedsageligt skyldes PVCs materialeegenskaber. PVC har dårlig termisk stabilitet og nedbrydes let for at frigive hydrogenchlorid (HCl) ved høje temperaturer. Derfor er behandlingstemperaturvinduet snævert, normalt styret inden for området 150-190°C, hvilket er meget lavere end dets teoretiske nedbrydningstemperatur (ca. 210°C). For at imødekomme denne udfordring er PVC-sprøjtestøbemaskiner normalt udstyret med mere præcise temperaturkontrolsystemer med en zonetemperaturstyringsnøjagtighed på op til ±1°C og et specielt skruedesign for at reducere forskydningsopvarmning. Samtidig har PVC-smelte høj viskositet og dårlige strømningsegenskaber, hvilket kræver højere injektionstryk (normalt 20-30% højere end PP) for at fylde formen helt. Derudover kan tilsætningsstoffer i PVC-formler såsom stabilisatorer og smøremidler danne aflejringer i tønden, så PVC-sprøjtestøbemaskiner kræver hyppigere rengøring og vedligeholdelse.
- Principper for plastificering og injektion
Plastificeringsprocessen af PVC er en kompleks proces af fysisk tilstandstransformation. Efter at faste PVC-partikler kommer ind i tønden fra tragten, gennemgår de en transformation fra glasagtig tilstand, høj elastisk tilstand til tyktflydende strømningstilstand under opvarmning og forskydning. Skruens rotation genererer en trækstrøm til at transportere materialet fremad, mens forskydningsvirkningen og den eksterne opvarmning gradvist smelter PVC'en. Da PVC er et polært materiale, er dets smelteadfærd anderledes end ikke-polært plast som PE og kræver højere energitilførsel. Ved slutningen af plastificeringen samler den smeltede PVC sig ved forenden af skruen og skubber skruen tilbage til den indstillede position. I injektionstrinnet omdannes skruen til et stempel, og smelten sprøjtes ind i formhulrummet med konstant hastighed eller segmenteret hastighed under tryk fra den hydrauliske cylinder. Strømningsadfærden af PVC-smelten i formhulrummet påvirkes af formtemperaturen, løberens design og injektionsparametrene. Rimelige procesindstillinger kan undgå defekter som sprøjtemærker og svejselinjer.
- Nøglepunkter i processtyring
Succesfuld PVC-sprøjtestøbning afhænger af præcis kontrol af nøgleparametre. Temperaturkontrol er den primære faktor. Tønden er normalt opdelt i 3-5 temperaturzoner. Temperaturgradienten stiger fra fødeporten til dysen, men den maksimale temperatur overstiger ikke 190°C for at forhindre nedbrydning. Injektionshastigheden påvirker smeltepåfyldningstilstanden og molekylær orientering. Tykkvæggede produkter skal fyldes ved lav hastighed for at reducere resterende belastning, mens tyndvæggede dele kræver højhastighedsindsprøjtning for at forhindre for tidlig koagulering. Indstillingen af holdetryk og tid påvirker direkte produktets krympningshastighed og dimensionsstabilitet og skal optimeres i henhold til produktstruktur og materialeegenskaber. Afkølingstiden udgør 60-70% af hele cyklussen. Optimering af designet af kølevandskanaler kan forbedre produktionseffektiviteten. PVC-sprøjtestøbemaskiner bruger for det meste lukkede kredsløbskontrolsystemer til at overvåge og justere disse parametre i realtid for at sikre processtabilitet og produktkonsistens.
Arbejdsprincippet for PVC-sprøjtestøbemaskiner legemliggør den perfekte kombination af mekanisk design og materialevidenskab. Ved præcis styring af termodynamiske og rheologiske processer omdannes PVC-råmaterialer til plastprodukter med forskellige funktioner. At beherske disse principper er det teoretiske grundlag for at optimere produktionsprocesser og løse kvalitetsproblemer.
3. Udstyrskarakteristika og tekniske fordele ved PVC-sprøjtestøbemaskine
Som en type specielt plastbehandlingsudstyr har PVC-sprøjtestøbemaskine en række unikke designs, der matcher materialeegenskaberne. Disse egenskaber gør det muligt at vise betydelige tekniske fordele ved forarbejdning af PVC-materialer. Fra mekanisk struktur til kontrolsystem afspejler hvert led af PVC-sprøjtestøbemaskine det omhyggelige design til de særlige behov for PVC-behandling.
- Specielt skruedesign
Kerneegenskaben ved PVC-sprøjtestøbemaskine er dens specielle skruestruktur. Sammenlignet med almindelige sprøjtestøbemaskineskruer har PVC specialskruer følgende egenskaber: lille sideforhold (L/D) (normalt mellem 18:1 og 22:1), hvilket reducerer materialets opholdstid; lavt kompressionsforhold (ca. 1,8-2,5), velegnet til PVC-pulver eller let komprimerbare partikler; dyb skruerille, reducerende forskydningshastighed og friktionsvarmegenerering; tilføje barrieresektion eller blandehoved for at forbedre smelteens ensartethed. Dette design løser effektivt problemet med dårlig termisk stabilitet af PVC og forhindrer overophedning og nedbrydning af materialer under plastificering. Skruematerialet er normalt lavet af dobbeltlegeret stål eller specielt overfladebehandlet for at forbedre slidstyrken og korrosionsbestandigheden for at klare sur HCl-gas, der kan dannes under PVC-behandling. Derudover er hastighedsområdet for skruen i PVC-sprøjtestøbemaskinen relativt smalt (normalt 30-70 rpm), og det kan styres præcist for at undgå overdreven forskydning forårsaget af for høj hastighed.
- Optimering af temperaturstyringssystem






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288